ASME B 36. A 10 további részleteket tartalmaz a csövek méretéről. A csövek méretére vonatkozó ipari norma a csövektípusok között is eltérő. Egy standard cső esetében egy 4. 5 " Az OD-csövet 4"-nak nevezzük; NPS azonban a vezetékcsövek és az OCTG esetében: 4. 5 " csak. A falvastagságot másként is említik. A szabványos csövek esetében a falvastagság meghatározásához a csőrendszert kell használni. Ugyanakkor a vezetékcsövet szinte mindig a falvastagság jelzi, míg az OCTG-t láb / tömeg alapján számítják.
A cső súlya
A cső súlyát font / láb vagy kilogramm / méterben mérik. Emlékeztetni kell arra, hogy a cső súlya az ansi csőméret táblázatban" elméleti" súly és nem a tényleges súly. A tényleges súly a csőméret toleranciájától függ.
Az acélcső súlyának kiszámításához szükséges képlet:
W=[{OD-WT} x WT] x 10. 69
W=vonalláb súlya
OD=külső átmérő
WT=falvastagság
Csőgyártás
Az acélcsövet két fő kategóriába sorolják;
Hegesztett cső
Varrat nélküli cső
A fémcsövek előállításának négy fő módja van:
Kemence hegesztés (FW). Folyamatos hegesztésnek is nevezik
Elektromos ellenállás hegesztés (ERW)
Merülő ívhegesztés (SAW), szintén DSAW
Zökkenőmentes (SMLS) módszer

Elektromos ellenállású hegesztőcső (ERW)
Az ERW Pipe méretét az NPS-ben 1 / 8 - 24 -ig terjesztik. Az ERW hegesztett csöveket síklemezekből gyártják. Az ERW csövet először hidegen alakítják henger alakúvá, majd hosszirányban hegesztik. mind a folyamatos hegesztésű, mind az elektromos ellenállású hegesztésű csöveket tekercselt acél hengeres alakú hengerek formázásával és a hosszirányú varratok hegesztésével készítik. Az alábbiakban látható a szalagok henger alakúvá alakításának, majd a 2 második lépésben történő összeolvasztásának első lépése.

A hengerelt szalag hegesztéséhez az elektromos áram sokféle módon használható fel. Ez magában foglalja a forgóréz tárcsát, a rögzített ötvözött Cu érintkezőket és az indukciós tekercseket. Ezek a módszerek az acélél hőmérsékletét 2600 ° F-re emelik a hatékony hegesztéshez. A hengerlési folyamat annyira nagy nyomást gyakorol, hogy külső és belső részekben fémhegesztett varrat jön létre. Ezeket a hegesztési varratokat ezután eltávolítják a befejező folyamat során. A hegesztett csövet hőkezelték, ellenőrizték és víztesztelés alatt állnak.
Az ERW cső a következő általános specifikációkkal kapható;
ASTM A 53, A 135, A 252, A 500, A 795, API 5 L és API 5 CT.
A hegesztett csövek leggyakoribb jellemzői az A 53 és az API 5 L.
Varrat nélküli cső
Mi a zökkenőmentes meghatározás? vagy zökkenőmentes jelentése? sokat kapunk erre a kérdésre. A varrat nélküli csöveket 1 / 8 - 36 " méretekben gyártják; névleges. A varrat nélküli csőnek nincs hosszanti varrat vagy hegesztés az ERW csőhöz képest. Egyszerűen fogalmazva a varrat nélküli csövet szilárd, kerek tuskó átszúrásával állítják elő, hagyva egy üreges varrat nélküli csövet. A varrat nélküli csövek előállításának két fő módszere van;
Forró Rotary Piercing
Extrudálási eljárás módszer
Az extrudálási folyamat során a forró fémdarabok zökkenőmentes csövekké alakulnak ki azáltal, hogy az extrudáló matricákon keresztül és egy formázó tüskén keresztül kényszerítik a tuskókat. Lásd az alábbi képet;

A forró rotációs piercing módszer a leggyakoribb folyamat a varrat nélküli csövek előállításában. Ebben a folyamatban a forró lemezeket erősen forgó hengerekkel kényszerítik át a tüskén vagy a lyukasztó dugón. A lyukasztó dugó létrehozza a lyukat a varrat nélküli hengeres rudakon keresztül. Az alábbi kép szemlélteti a forró forgási folyamatot.


A varrat nélküli cső különböző befejező műveleteken megy keresztül, mint például egyenesítés, ellenőrzés, vízteszt és képalkotó. A varrat nélküli csöveket széles körben használják nyomásvezetékekben, építőiparban, petrolkémiai és olajfinomítókban. A varrat nélküli cső az alábbi specifikációkban kapható;
ASTM A 53, A 106, A 252, A 333, A 335, A 501, A 523, A 589, API 5 L és API 5 CT. A leggyakoribb varrat nélküli cső az A 106 B.
A varrás nélküli cső végső felületén sík vagy ferde, vagy négyzet alakú vágott vég van. A varrat nélküli szénacélcsövek fekete, csupasz, horganyzott vagy epoxi bevonattal kaphatók.
Acélcső hossza
Az acélcsövet általában 21 láb hosszúságban szállítják. Egyszeres Random Length (SRL) formátumban is kapható, amely a 17 lábtól a 24 lábig terjedhet. A Double Random Length (DRL) olyan csövekre vonatkozik, amelyek legalább 37 láb hosszúak és legfeljebb 44 lábak.
Acélcső vége
Öt általános típusú fémcsővég van;
Menetes és összekapcsolt
Menet tengelykapcsoló nélkül
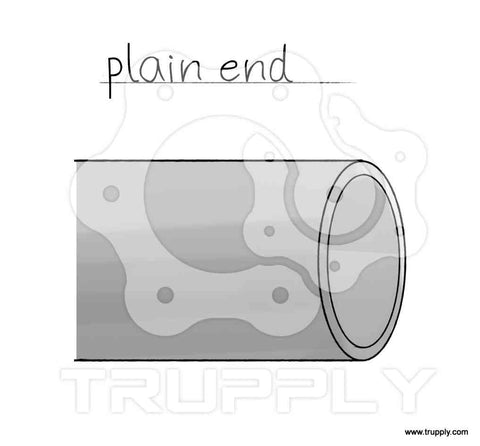
Sima vég - Vágott tér
Hegesztett ferde - 30 fokos ferde
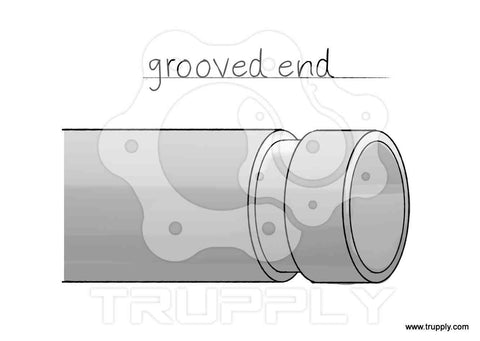
Hornyolt vég - vágott vagy hengerelt mechanikus összekapcsoláshoz
Az alábbi ábra a különböző acélcsövek végét mutatja;
 |  |
 |  |
 |  |
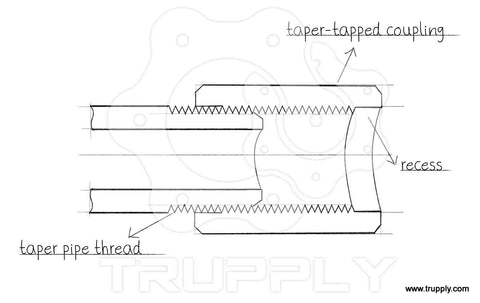 |
Az extra erős és kettős extra erős csőcsatlakozók kúpos menetekkel vannak ellátva, és minden méretben süllyeszthetők. A fenti ábra egyenes csapcsatlakozást és egyenes csapcsatlakozást mutat be mélyedéssel.
Acélcső azonosítása és jelölése
Az acélcsövek különböző osztályozásban, minőségben, súlyban, ütemezési számban stb. Kaphatók. Ezért fontos az acélcső jelöléseinek azonosítása. Az acélcsövet önmagában a csőre festett sablonnal vagy lepecsételt jelöléssel vagy a rá rögzített címkével lehet azonosítani.
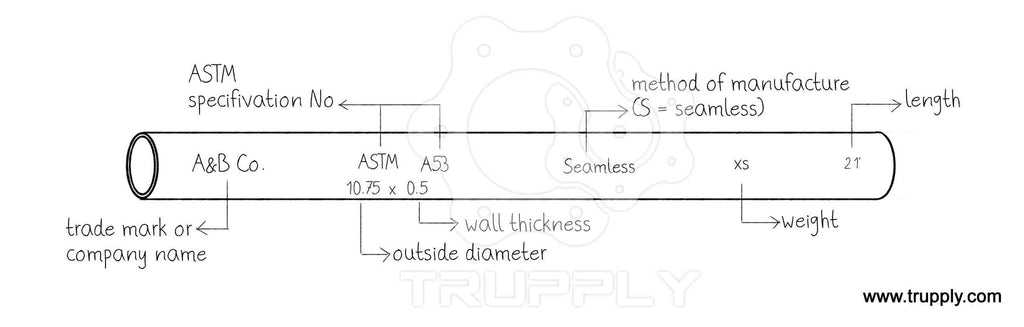
A cső azonosítása az ASTM szerint
Az alábbi ábra az ASTM specifikációk szerinti jelölési követelményeket mutatja
Csőazonosítás API-nként
Az alábbi ábra az API-specifikációnak megfelelő jelölést mutatja.

Fémcső befejező folyamatok
A fémcső leggyakoribb lakkbevonata, amely megakadályozza a korróziót és megvédi a csövet az időjárástól. Ezt fekete vascsőnek is hívják. A lakk kivételével négyféle fémcső bevonat létezik;
Tiszta fém
Csak pácolt
Pácolt és olajozott
Horganyzott cső
A galvanizálás során a cinkbevonatot áldozati elemként használják a korrózió elkerülésére. A cinket általában meleg merítéses eljárással alkalmazzák, ahol a csövet merítik egy olvadt cinkoldat-fürdőbe. A cink standard tömege 1. 8 oz / négyzetláb. A horganyzott csövek jó védelmet nyújtanak a cső számára belül és kívül.
Acélcső bevonat és bélelt acélcső
A&# 39 cső korrózióállósága korrózióálló csőbevonattal is javítható. Az ilyen bevonatok általában hosszú élettartamúak, mint a lakk vagy a horganyzott bevonat. Az acélcsövek korrózióvédő bevonatainak három fő típusa létezik
Fémes bevonat

Nemfémes bevonat

Csőcsomagolás

Acélcső anyag
Fémcsöveka következő anyagminőségekben kaphatók;
A 106 B / A 53 B / API-t 5 LX 42 / API 5 LB
Rozsdamentes acél 304
Rozsdamentes acél 316
Szuper rozsdamentes A 20
Duplex rozsdamentes D 2205
Nikkel ötvözet A 200
Nikkel ötvözet A 400
Nikkel ötvözet A 600
Rozsdamentes acél cső
A rozsdamentes acél vas alapú ötvözet, amely legalább 16% krómot tartalmaz. A nikkel egy másik fontos ötvöző elem a rozsdamentes acélcsövekben. A rozsdamentes acélcsövek szinte bármilyen hőmérsékleten rendkívül ellenállnak a korrozív közegeknek és az oxidációnak.
A rozsdamentes acélból hegesztett és varrat nélküli csöveket különféle okokból használják, mint például a korróziónak ellenállni, magas hőmérsékleten előformázni, tiszta megjelenéshez és alacsony karbantartási költségekhez. A rozsdamentes acélcsövek számára a legfontosabb szempont a beépített anyagjellemzők, amelyek lehetővé teszik sokkal vékonyabb falak, például sch 5, sch 10 falak létrehozását anélkül, hogy a cső szerkezeti integritását veszélyeztetnék. A fúziós hegesztésnek a csőcsatlakozáshoz történő felhasználása kiküszöböli a menetfűtés szükségességét.
A 304 típusú rozsdamentes acélcsöveket általában az általános korrózióálló alkalmazásokhoz használják. vegyipari üzemekben, finomítókban, papírgyárakban és élelmiszeriparban használják. 304 Az SS csövek maximális széntartalma 0. 08%. Nem ajánlott a 800 ° F és 1650 ° F közötti hőmérséklettartományban történő felhasználásra, mert a gabona határán a keményid kicsapódik. A 304 L típus megegyezik a 304 -val, azzal a különbséggel, hogy a maximális széntartalma 0. 035%.
A 316 típusú SS csövek sokkal jobban ellenállnak a pelyhesedésnek, mint más króm-nikkel ötvözetek, a 2-3% molibdén hozzáadása miatt. Savakkal, sóoldatokkal, kén-, tengervízzel és hologen sókkal történő alkalmazáskor hasznos. 316 L rozsdamentes acélcsövek, mint például a 304 L, maximális széntartalma 0. {{5} }%.
Hegesztett rozsdamentes acél cső az ASTM A 312 és A 358 specifikációk szerint készül. A 312 a leggyakoribb specifikáció a rozsdamentes acél csövekhez. A hegesztett rozsdamentes cső 1 / 8 "ból készül; to 24 " NPS.
A varrat nélküli rozsdamentes acélcsövet az ASTM A 312 és A 376 specifikációk szerint gyártják. A 312 szintén a leggyakoribb specifikáció a varrat nélküli rozsdamentes acélcsövekhez. A varrat nélküli rozsdamentes csövet 1 / 8 - 1 4" méretűre gyártják; névleges
Acélcső származási ország
Az acélcsövet a malmok készítik a világ minden tájáról, és a kereskedelem különféle országokban történik. A csőipar néhány nagy neve az US Steel, az ArcelorMittal, a Nippon Steel, a Nucor Corp, a Hyundai Steel, a ThyssenKrup, a Vallourec, a Hebei Vas- és Acélipari Csoport, a Posco, a Jiangsu Shagang, az Ulma Piping, a Shultz USA és a Webco stb.
Q&erősítő; Acélcső
A Trupply hegesztett és varrat nélküli csövek széles választékát értékesíti. Éves tapasztalatunk alapján az alábbiak fő kérdések vagy kulcspontok, amelyekről az ügyfelek érdeklődnek;
Az acélcsöveket névleges csőméret és ütemezés szerint értékesítik. Fontos mindkettőt megemlíteni
A 106 B a leggyakoribb varrat nélküli cső-specifikáció. A legtöbb vásárló csak tudja, hogy akar egy 106 B csövet, és ez egyszerűen azt jelenti, hogy akarnak egy szénacél varrat nélküli csövet az A 106 B szerint. A 106 NEM a rozsdamentes acélcsövek specifikációja
A 10 hüvelyk vagy annál nagyobb csőméretek NEM közvetlenül korrelálnak az ütemterv számával. Mint például az SCH 40 és az SCH 80 , nem mindig jelenti a normál és az extra nehézségeket. Lásd a csőkart, hogy megbizonyosodjon arról, hogy a megfelelő falvastagságot rendelte-e
A hegesztett csövek leggyakoribb specifikációja a 53 B osztály. Ez csak egy csövet jelent, amelyet az ERW eljárás során állítottak elő.
A hegesztett csőnek NEM van hegesztési varrata belül vagy kívül. A hegesztett csöveket elektromos ellenállású hegesztéssel állítják elő, és a varratot a gyártási folyamat során kivették
Csövek mérete kisebb, mint 2 " folyamatos hegesztési csőben kaphatók, A 53 osztályú néven is ismertek.
A rozsdamentes acélcsövek hegesztett és varrat nélküli kivitelben is kaphatók, 316 és 304 anyagminőségben. Egyéb rozsdamentes anyagok szintén kaphatók, de kevésbé általánosak
A rozsdamentes acélcső is nagyon gyakori a 10 ütemtervben, amely egy vékony fal.
A rozsdamentes acél csövek menetrendjét a" a" az ütemterv után, például Sch 10 s, Sch 40 s, Sch 80 s.
A rozsdamentes acél csövek ütemezése NEM mindig korrelál a szénacél csövek menetrendjével. Ellenőrizze az ansi csövek diagramját az ütemterv és a falvastagság megfelelő meghatározása érdekében
A csöveket elsősorban az SRL (egy véletlenszerű hosszúság) vagy a dupla véletlenszerű hossz (DRL) értékesíti. Az SRL azt jelenti, hogy a cső általában 17 láb és 24 láb között van. A DRL általában azt jelenti, hogy a cső 37 láb és 44 láb közötti lesz.
Az eladott csövek többsége lakkozott. Ha csupasz csövet szeretne, kérjük, adja meg a megrendeléskor
A cső epoxi bevonattal kérésre elkészíthető.
A leggyakoribb csővég típus sík vagy ferde. Menetvégek kérésre is kaphatók





